
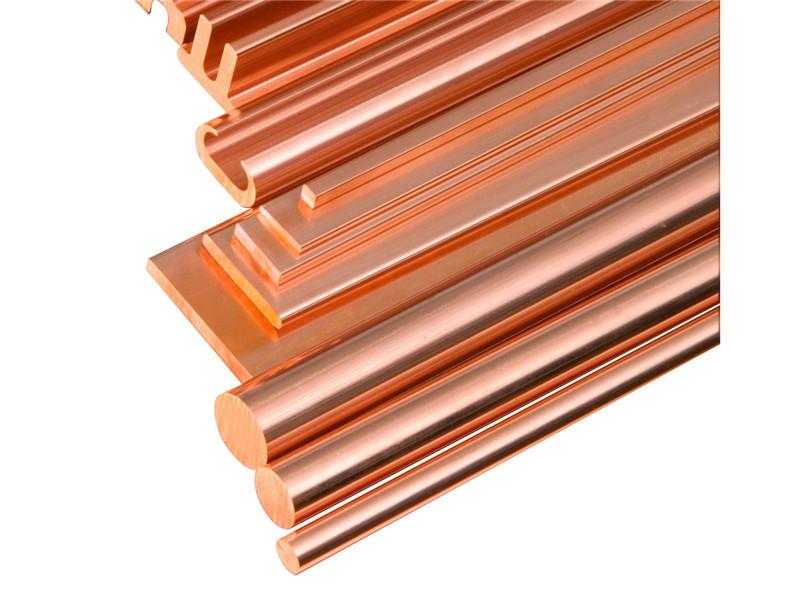
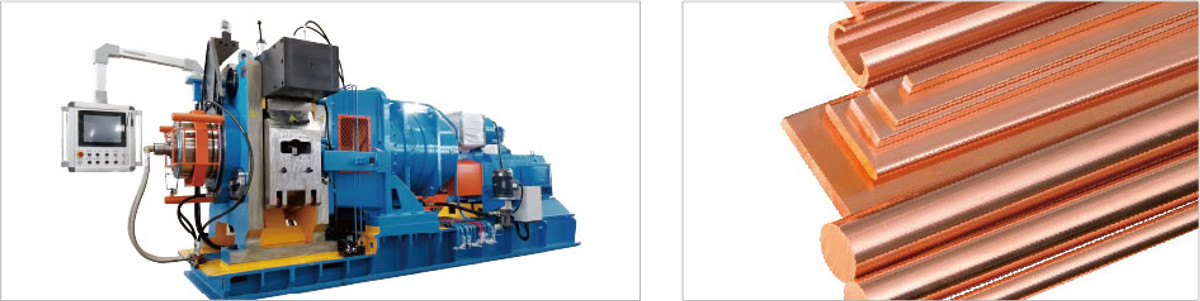
Машине за континуалну екструзију






Предности
1, пластична деформација шипке за храњење под силом трења и високом температуром која у потпуности елиминише унутрашње недостатке у самој шипки како би се осигурали коначни производи са одличним перформансама производа и високом прецизношћу димензија.
2, ни претходно загревање ни жарење, производи доброг квалитета добијени поступком екструзије са мањом потрошњом енергије.
3, са храњењем шипке једне величине, машина би могла произвести широк спектар величина производа користећи различите калупе.
4, цела линија се лако и брзо ради без тешког рада или загађења током екструзије.
Храњење бакарне шипке
1. Да направите бакарне равне жице, мале бакарне сабирнице и округле жице
| Модел | ТЉ 300 | ТЉ 300Х |
| Снага главног мотора (кв) | 90 | 110 |
| Штап за храњење диа. (мм) | 12.5 | 12.5 |
| Макс. ширина производа (мм) | 40 | 30 |
| Попречни пресек равне жице | 5-200 | 5 -150 |
| Излаз (кг/х) | 480 | 800 |
Изглед производне линије

Паи-офф Претреатмент Ектрусион Мацхине Цоолинг Сис. Данцер Таке-уп Мацхине
2.За израду бакарних сабирница, бакарних округлих и бакарних профила
| Модел | ТЉ 350 | ТЉ 350Х | ТЉ 400 | ТЉ 400Х | ТЉ 500 | ТЉ 630 |
| снага главног мотора (кв) | 160 | 200 | 250 | 315 | 355 | 600 |
| штап за храњење диа. (мм) | 16 | 16 | 20 | 20 | 25 | 30 |
| мак. ширина производа (мм) | 100 | 100 | 170 | 170 | 260 | 320 |
| пречник шипке производа (мм) | 4.5-50 | 4.5-50 | 8-90 | 8-90 | 12-100 | 12-120 |
| Површина попречног пресека производа (мм2) | 15-1000 | 15-1000 | 75-2000 | 75-2000 | 300-3200 | 600-6400 |
| излаз (кг/х) | 780 | 950 | 1200 | 1500 | 1800 | 2800 |
Изглед производне линије

Паи-офф Феедер & Равенер Ектрусион Мацхине Цоолинг Сис. Дужина Цоунтер Продуцт Бенцх Таке-уп машина
3. За израду бакарне сабирнице, бакарне траке
| Модел | ТЉ 500У | ТЉ 600У |
| снага главног мотора (кв) | 355 | 600 |
| штап за храњење диа. (мм) | 20 | 30 |
| мак. ширина производа (мм) | 250 | 420 |
| мак. однос ширине и дебљине | 76 | 35 |
| дебљина производа (мм) | 3-5 | 14-18 |
| излаз (кг/х) | 1000 | 3500 |
Изглед производне линије

Храњење шипки од легуре бакра
Примена за комутаторски проводник, месингани бланк, фосфорно бакарну шипку, оловну траку оквира, железничку контактну жицу итд.
| ТЉ 350 | ТЉ 400 | ТЉ 500 | ТЉ 630 | |
| материјала | 1459/62/63/65 месинг цу/Аг (АгсО.08%) | фосфор бакар (Псо.5%) цу/Аг (АгсО.3%) | магнезијум бакар (МгсО.5%) гвожђе бакар (Фесо.л% | магнезијум бакар (МгсО.7%)/Цуцрзр |
| штап за храњење диа. (мм) | 12/12.5 | 20 | 20 | 25 |
| мак. ширина производа (мм) | 30 | 150 (сребрна бакарна трака) | 100 (оловна трака за оквир :) | 320 |
| пречник шипке производа (мм) | фосфорна кугла: 10-40 | магнезијум бакар: 20-40 | магнезијум бакар: 20-40 | |
| излаз (кг/х) | 380 | 800-1000 | 1000-1200 | 1250/850 |
Изглед производне линије
Паи-офф Феедер & Равенер Ектрусион Мацхине Цоолинг Сис. Машина за навлачење бројача дужине
Храњење алуминијумске шипке
Примена за равну жицу, сабирницу и профилисани проводник, округле цеви, МПЕ и ПФЦ цеви
| Модел | ЛЉ 300 | ЛЉ 300Х | ЛЉ 350 | ЛЉ 400 |
| снага главног мотора (кв) | 110 | 110 | 160 | 250 |
| штап за храњење диа. (мм) | 9.5 | 9.5 | 2*9,5/15 | 2*12/15 |
| мак. ширина производа са равним жицама (мм) | 30 | 30 | 170 | |
| Површина попречног пресека производа са равним жицама (мм2) | 5-200 | 5-200 | 25-300 | 75-2000 |
| округла цев диа. (мм) | 5-20 | 5-20 | 7-50 | |
| ширина равне цеви (мм) | - | ≤40 | ≤70 | |
| равна жица / цев Излаз (кг / х) | 160/160 | 280/240 | 260/260 | (600/900)/- |
Изглед производне линије

Машина за исправљање које се исплати Ултразвучно чишћење Цоолинг Сис Данцер машина за наношење
Слика 217282
Повезани производи
-

Машине за континуално облагање
Принцип Принцип континуираног облагања/облагања је сличан принципу континуираног истискивања. Користећи тангенцијални распоред алата, точак за екструзију покреће две шипке у комору за облагање/облагање. Под високом температуром и притиском, материјал или достиже услове за металуршко везивање и формира метални заштитни слој да директно обложи језгро металне жице која улази у комору (оплату), или се екструдира т...